
Liquid ammonia safety monitoring solution
Due to the danger of the medium in the liquid ammonia tank area, reasonable selection of instruments, real-time monitoring and early warning, correct technology, and accident prevention plans are the core of safety control. In view of the possibility of poisoning, fire or even explosion caused by the storage and leakage of liquid ammonia, Xi'an Dinghua Electronics believes that the following aspects should be used to prevent the leakage of liquid ammonia and how to deal with it after the leakage.
Choosing suitable monitoring instruments for liquid ammonia storage is a prerequisite for ensuring safe production. The main instruments in the liquid ammonia tank area include liquid level, temperature, pressure, toxic (flammable) gas alarms, etc. For system transformation tank areas and environments where wiring is difficult, wireless instrument solutions can be used.
Liquid ammonia is a highly dangerous chemical substance. The accurate and easy-to-use liquid level gauge is the main safety accessory to ensure the safe operation of the storage tank. Most liquid ammonia storage tanks are designed with a float-type liquid level gauge. The advantage is that the indication is accurate and the error is small. The disadvantage is that it is easy to get stuck, causing the liquid level meter to malfunction. And it does not have the remote transmission function. For the sake of safety, the liquid ammonia tank adopts the principle of minimizing openings to ensure the best overall strength of the tank. In order to ensure that the liquid level can be monitored safely without opening holes in the original liquid ammonia storage tank, it is recommended that users choose the ELL external liquid level meter invented by Dinghua Electronics for liquid level monitoring in this part of the tank area. This liquid level gauge is different from ordinary liquid level gauges. There is no need to open a hole in the tank. It uses a magnetic probe to attach to the outside of the metal tank wall. It can monitor the real-time liquid level of the tank through the principle of vibration analysis. It is safe and reliable. , never come into contact with media.
Due to the characteristics of liquid ammonia, it is recommended that the storage of liquid ammonia should not exceed 85% of the capacity. The liquid level gauge is used as a tank level measurement to monitor changes in the liquid level in real time. The upper and lower limit alarm points are set according to the on-site process conditions. When the liquid level reaches or exceeds the alarm limit, immediately notify the operator to deal with it in a timely manner to avoid potential dangers.
For customers who do not have strong demand for real-time liquid level value when measuring some liquid ammonia tanks and only need high liquid level alarms, an external liquid level switch with the same principle as an external liquid level meter can be used. It is also an external measurement and does not require opening a hole. Monitor the liquid level in the tank and the set point in real time. Once it reaches or exceeds the level, the switch signal 1 will be output to the controller or alarm immediately, so that the staff can take corresponding preventive work.
Choose explosion-proof and anti-corrosion pressure and temperature instruments to detect and record the status of liquid ammonia in real time. The temperature and pressure of the original storage tank can be transformed locally into a pressure and temperature transmitter with remote transmission function and local display. For some users whose tanks do not have extra openings, it is recommended that users use Dinghua Company’s external temperature sensor to measure the temperature of the tank wall close to the tank wall to understand the temperature of the medium in the tank.
The gas phase inlet and outlet, liquid phase inlet and outlet, sewage outlet, relief outlet, instrument interface, safety valve interface, pressure gauge interface and other connecting pipes, valves, flange connection seals and other parts of the liquid ammonia storage tank may fail or leak. Toxic (combustible) gas probes are reasonably distributed in leak-prone areas of the tank area to record the concentration of toxic (combustible) gases in the air around the tank area. Once the standard is exceeded, this signal is immediately sent to the alarm.
For the monitoring of liquid ammonia, Dinghua Electronics’ tank farm system has many features for preventing and treating liquid chlorine tank farms:
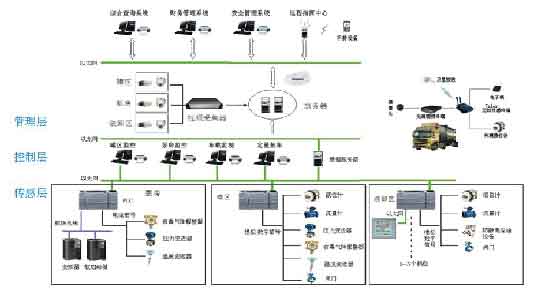
1. The tank area management system adopts a three-layer structure with clear levels and clear management and control.
2. Powerful alarm function, which can realize on-site alarm, operation room screen alarm, mobile phone or SMS alarm, and powerful alarm interlocking function. For example, the system records the liquid level, temperature, pressure, and toxic (flammable) gas concentration values in the liquid ammonia tank area in real time. Once the liquid level, temperature, pressure, etc. exceed the standard, an alarm will be issued on the upper display screen to remind the operator to pay attention. When the concentration of toxic (combustible) gas exceeds the standard, an alarm will be issued first, informing the location of the alarm and the exceeding concentration. If the concentration still increases, you can follow the predetermined operation plan to turn on the automatic sprinkler device, reduce the temperature of the storage tank and the concentration of flammable (toxic) gases, turn on the fan system to blow away the ammonia, automatically open the escape passage door, and open the emergency Lighting and broadcasting alarm and evacuation broadcasts through the broadcast system to ensure the safety of production personnel. The alarm signal is transmitted to the local 119 fire alarm center for prompt and prompt processing to reduce the loss of equipment and personnel.
3. The i-Tank tank farm management system is adopted to meet the various requirements for tank farm production, safety and management. Simple interface, convenient operation, safe permissions, simple operation, easy for operators to use and mechanism to prevent misoperation.
4. On-site and process simulation screen display, alarms, reports, and trends are all available.
5. Control methods such as system full-automatic, interlocking semi-automatic, host computer inching, and on-site manual control can be used.
6. The system has a powerful communication interface function. The software screen can be published to the network in the form of a web page for easy real-time browsing. The system screen can be output to a large screen for clear display.
7. It can conduct data networking with vehicles carrying liquid ammonia hazardous chemicals to improve corporate management capabilities.
Liquid ammonia safety monitoring system for the refrigeration station of a beer group in Xi'an

A beer group is a state-controlled listed company in China. The group's Xi'an company is an important subsidiary of its northwest region. Its liquid ammonia refrigeration station originally used manual visual inspection and inspection to monitor the operation of the liquid ammonia tank. In order to improve the company's In order to improve the management level and safety control environment, the company collects control plans and control systems from the society through bidding to provide the company with an overall turnkey project.
Xi'an Dinghua Electronics Co., Ltd. successfully won the bid through bidding.
The project mainly includes:
1. Monitor, control and alarm the liquid level, temperature and pressure of the three liquid ammonia tanks in the liquid ammonia refrigeration station.
2. Arrangement and installation of liquid ammonia gas probes in liquid ammonia refrigeration stations, warehouses, and yeast rooms.
3. Liquid level monitoring and interlocking of cooling circulating water stations.
4. CO2 concentration monitoring and alarm chain.
5. Chain control of liquid ammonia concentration alarm fans and sprays in the freezing station.
Xi'an Dinghua provides services from design, raw material procurement, on-site steel pipe and bridge installation, cable laying, explosion-proof hose connection, instrument installation and debugging, system installation and debugging to final acceptance and training. The project was delivered and accepted in April 2014 and is currently running well.